As demand for electric vehicles and devices grows, we must recycle waste lithium batteries. These batteries are vital to modern tech. But, they harm the environment if disposed of improperly. Recycling can recover valuable materials like lithium, cobalt, and nickel. This reduces the need for new mining and helps the environment. Also, advanced processing can safely manage toxic substances. This prevents pollution and promotes sustainability. With a global focus on a circular economy, we must invest in new recycling solutions for waste lithium batteries. They are vital for a greener future.
Recycling and Processing Waste Lithium Batteries: Sustainable Solutions for a Greener Future
Discarded lithium batteries contain a significant amount of non-renewable heavy metal resources with high economic value. The positive electrode material of lithium batteries is lithium cobalt oxide powder. The negative electrode material is graphite powder. Both electrodes contain substantial quantities of metals such as cobalt, nickel, manganese, copper, and aluminum.
Effective recycling and processing of discarded or unqualified lithium batteries can not only alleviate the environmental pressure caused by waste batteries. It can also prevent the wastage of valuable heavy metals like cobalt, nickel, and manganese. Consequently, due to resource limitations and the need for environmental governance, countries worldwide place great importance on the recycling of waste lithium batteries.
In the process of recycling and treating waste lithium batteries, two main technologies are utilized: dry recycling and wet recycling. Wet recycling technology involves a long process route, requires significant investment, and demands numerous pieces of equipment. It is unable to recycle aluminum metal, and it cannot treat the PVDF in lithium batteries.
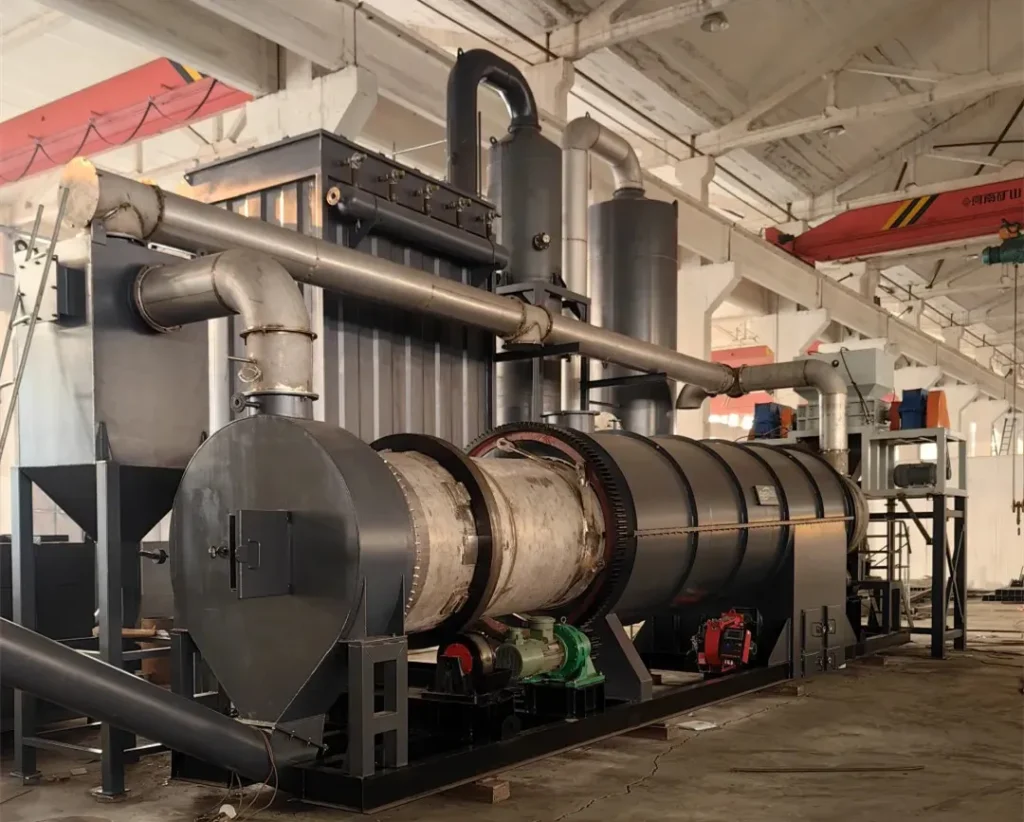
Lithium battery recycling high temperature section
On the other hand, dry recycling technology is mainly divided into high-temperature (~800°C) and low-temperature (~400°C) dry processes. Dry recycling technology features a shorter process route and fewer equipment requirements. It can effectively treat PVDF, but it has high energy consumption and requires substantial heat. The dry treatment process inevitably produces acidic gas HF (or other hydrogen halide gases) and organic cracking waste gases. This must be treated separately to avoid significant environmental impact, necessitating a large investment in environmental protection facilities.
Lithium battery recycling and processing equipment typically includes a disassembly line (for repurposing) + grinding and crushing air separation line + extraction (re-extraction) production line. Among these, the grinding and crushing air separation line (i.e., powdering line) is the core of the complete lithium battery recycling and processing equipment.
However, many domestic manufacturers still use a specific process that involves shredding + secondary crushing, grinding + air separation (external high and medium temperature furnaces). This process fails to address the flammable and explosive issues associated with live waste lithium batteries at the source. It results in processing costs approaching 3,000 yuan per ton.

We have introduced advanced foreign technology and implemented technological reforms. The feeding mechanism of our self-produced high-temperature pyrolysis furnace is designed with variable frequency speed regulation to create a high-temperature vacuum belt, effectively solving the fire and explosion risks associated with shredders.
This innovation significantly reduces equipment production and operation costs. Additionally, this unique lithium battery recycling and processing equipment production line does not require nitrogen or other oxygen-isolating gases. It further lowers production and operational expenses.
Waste Lithium Battery Recycling and Processing System:
1.This system includes waste lithium battery recycling and processing equipment, as well as waste gas treatment equipment. The waste lithium battery recycling and processing equipment consists of a lithium battery recycling pre-processing shredding device, a pyrolysis device, and a post-processing device (including secondary crushing, grinding, and air separation equipment) connected in sequence.
The pyrolysis device includes a pyrolysis furnace, a variable frequency air volume control device, a production pre-processing device, a dry rotary kiln integration, and a post-processing device, all connected sequentially.
The exhaust port of the dry rotary kiln is three-dimensionally connected to the discharge port of the pre-processing shredding device and the production environmental protection device. The cracking waste gas outlet of the pyrolysis furnace is connected to the environmental protection device. To address the issue of high energy consumption in the dry-process recycling of waste lithium batteries, the complete set of equipment also includes an external heat exchanger, installed on the outside of the pyrolysis furnace.
The air inlet of the external heat exchanger is connected to the high-temperature flue gas discharge port of the environmental protection device. The connecting pipe between the cracking waste gas outlet of the pyrolysis furnace and the dry-process rotary kiln is equipped with an insulation sleeve; one of the branch pipes is connected to the air inlet of the external heat exchanger, and a flow regulating device is installed at the high-temperature flue gas discharge port.
The waste gas generated by the dry-process rotary kiln enters the external heat exchanger of the pyrolysis device through the high-temperature flue gas discharge port of the environmental protection device, serving as a heat source for the pyrolysis furnace.

Flow Regulating Device Purpose:
The flow device at the high-temperature flue gas port controls the volume of high-temperature flue gas entering the branch pipe. This device adjusts the air volume. It keeps the flue gas entering the external heat exchanger at 400°C to 1000°C. Ideally, it should be 500°C to 650°C. This creates a vacuum zone. It ensures the shredder and pyrolysis furnace operate without oxygen. This prevents fires and explosions in lithium battery recycling.
After shredding, the waste lithium batteries go into a pyrolysis furnace. There, the organic materials in the batteries undergo pyrolysis. Heat breaks down the binder PVDF, lithium hexafluorophosphate, and organic solvents in waste lithium batteries. This generates cracking waste gas. The burning of this cracking waste gas produces carbon dioxide, water, HF, and other gases.
The waste gas treatment device has nano-sized calcium oxide. It is highly active at operating temperatures. It quickly reacts with HF to form calcium fluoride. This prevents HF from entering the atmosphere. Similarly, any remaining hydrogen halide gases combine with calcium to form calcium halide. The cement plant’s pollution control device treats the CO2 and water. It does this to meet emission standards.
Recycling and processing waste lithium batteries is a crucial step in managing the environmental impact of battery disposal and recovering valuable materials. With the growing demand for lithium-ion batteries, recycling is vital. They are used in electric vehicles and portable electronics. We must recycle them to avoid hazardous waste and resource depletion. The recycling process involves three steps. First, collect spent batteries. Next, safely dismantle them. Finally, extract components like lithium, cobalt, and nickel. These can be reused in new batteries. Recycling tech is improving. It’s more efficient and cheaper. So, it’s now easier to recover materials. Improving recycling helps sustainability and a circular economy. It reuses resources and cuts the need for raw materials.